
 https://innius.com/wp-content/uploads/2023/02/OEE-blog-post-header-two-thirds-NL.jpg
1496
4167
Richard Crowter
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
Richard Crowter2025-07-01 14:54:592025-10-27 15:21:25OEE leren: berekening, componenten, vergelijkingen & tips
https://innius.com/wp-content/uploads/2023/02/OEE-blog-post-header-two-thirds-NL.jpg
1496
4167
Richard Crowter
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
Richard Crowter2025-07-01 14:54:592025-10-27 15:21:25OEE leren: berekening, componenten, vergelijkingen & tipsIn deze gids over Overall Equipment Effectiveness (OEE) leert je wat het is en waarom het een industriestandaard is geworden voor fabrikanten. We leiden je ook door een uitsplitsing van de OEE-berekening en de componenten ervan. Er wordt ook gekeken naar het verschil tussen OEE, OOE en TEEP; en welke het beste is voor het meten van jouw eigen productieprocessen. Vervolgens worden antwoorden gegeven op wat een goede OEE-score is, voordat we afsluiten met 6 tips over hoe OEE kan worden geïmplementeerd.

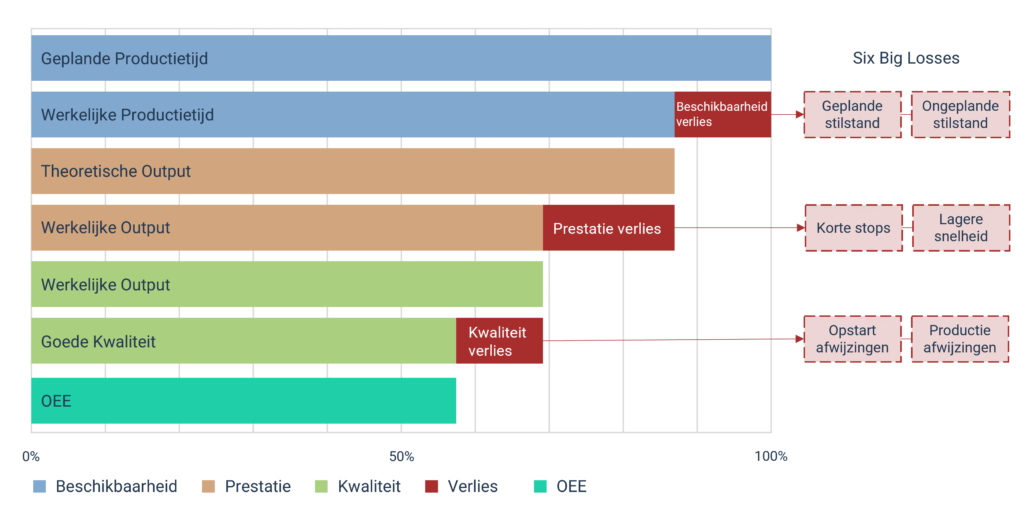
OEE is in de jaren tachtig bedacht door de Japanse ingenieur Seniichi Nakajima als onderdeel van het Total Productive Maintenance (TPM)-systeem. Het heeft wereldwijde acceptatie gekregen omdat het alle belangrijke metrics met betrekking tot productie-efficiëntie combineert in één waarde. OEE is ook intrinsiek verbonden met de Six Big Losses van de productietheorie.
Waarom is OEE belangrijk?
Productiefaciliteiten zijn duur en investeerders willen een goed rendement zien. Als productieapparatuur stilstaat, niet op volle capaciteit wordt gebruikt of producten niet volgens de specificaties produceert, duurt het langer voordat de investering is terugverdiend. Het bewaken van de Overall Equipment Effectiveness is een waardevolle KPI voor plantmanagers om inzicht te krijgen in hoe goed de productiefaciliteiten worden gebruikt en hoeveel capaciteit er verloren gaat.
Bovendien stelt het plantmanagers in staat om te benchmarken hoe goed hun faciliteit wordt beheerd, verliezen te identificeren en te werken om deze te elimineren, waardoor de kosten worden verlaagd en de winstgevendheid wordt verhoogd.
Hoe wordt OEE berekend?
OEE wordt berekend met de volgende formule:
OEE = Beschikbaarheid x Prestatie x Kwaliteit
Een OEE-score van 100% betekent dat gedurende de geplande productietijd de apparatuur constant op optimale snelheid werkt en alleen producten van goede kwaliteit produceert. Er is dus geen downtime, korte stops, snelheidsverlies of defecte producten.
Laten we nu deze formule opsplitsen en bekijken hoe elk van deze componenten wordt gedefinieerd, berekend, verband houdt met de zes grote verliezen, hoe ze kunnen worden gemeten en wat hun betekenis is voor het bedrijfsleven.
Beschikbaarheid – hoeveel werken machines eigenlijk?
Beschikbaarheid wordt gedefinieerd als de tijd die machines daadwerkelijk hebben gewerkt, vergeleken met de geplande productietijd.
Het wordt berekend door de werkelijke productietijd te delen door de geplande productietijd en dit te vermenigvuldigen met 100 om de metriek als een percentage weer te geven.
Werkelijke Productietijd/ Geplande Productietijd * 100 = Beschikbaarheid %
Het verlies aan beschikbaarheid kan worden gecategoriseerd als geplande of ongeplande downtime, twee van de Six Big Losses. Geplande downtime heeft betrekking op het instellen en afstellen van machines, terwijl ongeplande downtime betrekking heeft op machinestoringen.
Een beschikbaarheid van 100% betekent dus dat er tijdens de geplande productietijd geen moment is waarop de machines stil staan.
Over het algemeen is beschikbaarheid de minst gecompliceerde van de drie elementen van OEE om te meten: apparatuur werkt of niet.
In de meeste productiebedrijven kan ongeplande downtime als gevolg van reparatie en onderhoud de winstgevendheid en marges snel aantasten, en vanwege productievertragingen een negatieve invloed hebben op de klanttevredenheid.
Prestatie – werken machines snel genoeg?
Prestatie wordt gedefinieerd als de werkelijke productieoutput, vergeleken met wat de machine theoretisch kan produceren tijdens de werkelijke productietijd (zie beschikbaarheid). De werkelijke productieoutput omvat op dit punt alle afwijzingen of herbewerking.
Het wordt berekend door de werkelijke productieoutput tijdens de werkelijke productietijd te delen door de potentiële productieoutput tijdens de werkelijke productietijd. Dit wordt vervolgens vermenigvuldigd met 100 om de metriek als een percentage weer te geven.
Het berekenen van de theoretische productieoutput kan worden gevonden door de snelheid zoals aanbevolen door de fabrikant van de machine te vermenigvuldigen met de werkelijke productietijd.
Werkelijke productieoutput tijdens de werkelijke productietijd / potentiële productieoutput tijdens de werkelijke productietijd * 100 = Prestatie %
Een prestatie van 100% zou betekenen dat de machines tijdens de werkelijke productietijd nooit stopten en continu de uitvoersnelheid behielden die door hun bouwer werd aanbevolen.
Prestatieverliezen passen in nog eens twee van de Six Big Losses, korte stops en verminderde snelheid. Veel verschillende factoren kunnen bijdragen aan prestatieverschillen: de kwaliteit van grondstoffen en onderdelen, omgevingsomstandigheden, training en vaardigheid van de machinist, afstemming en plaatsing van de machines, logistieke processen en andere.
Tenzij de prestaties zo slecht worden dat het de levering aan de klant beïnvloedt, heeft het mogelijk weinig invloed op de klantrelaties. Het kan echter de efficiëntie en winstgevendheid van de activiteiten van een fabrikant aanzienlijk verbeteren of verslechteren.
Kwaliteit – voldoet de productieoutput aan de specificaties?
Kwaliteit wordt gedefinieerd als het aantal geproduceerde producten dat voldoet aan de specificaties, vergeleken met alle producten die tijdens de werkelijke productietijd zijn geproduceerd.
Het wordt berekend door het aantal geproduceerde producten dat voldoet aan de specificaties te delen door het aantal werkelijk geproduceerde producten tijdens de werkelijke productietijd, en dit te vermenigvuldigen met 100 om de metriek als een percentage weer te geven.
Specificatieconforme producten geproduceerd tijdens de werkelijke productietijd / alle producten geproduceerd tijdens de werkelijke productietijd * 100 = Kwaliteit %
Het werkelijke aantal geproduceerde producten moet gelijk zijn aan het aantal dat is gebruikt in de prestatieberekening. De uitdaging is ervoor te zorgen dat producten die niet voldoen aan de specificaties in de ene waarde worden opgenomen en niet in de andere. In de meeste gevallen is er een productsensoreinde van de productielijn, maar producten worden waarschijnlijk zowel vóór als na deze sensor afgekeurd.
Het verlies dat door de kwaliteitsmetriek wordt beschouwd, valt ook in twee categorieën van de Six Big Losses, namelijk opstartafwijzingen en productieafwijzingen.
Een kwaliteit van 100% betekent dus dat alles wat geproduceerd wordt voldoet aan de gestelde specificaties. Niets wordt afgewezen of herwerkt.
De impact dat kwaliteit heeft op het bedrijfsleven wordt bepaald door de specificaties. Bij de meeste productieactiviteiten varieert de kwaliteit ook langs schalen van wenselijke en ondermaatse waarden. In een eenvoudig scenario voor kwaliteitsbeoordeling moet de uitvoer overeenkomen met de doeldimensies binnen tolerantiegrenzen voor afwijkingen. Kwaliteit is vaak van groot belang om aan de behoeften van de klant te voldoen en om de klantloyaliteit en -tevredenheid te behouden, zelfs voordat het de winst of productiviteit van een bedrijf beïnvloedt.
Wat is het verschil tussen OEE, OOE en TEEP?
Naast Overall Equipment Effectiveness (OEE) wordt er wel eens gesproken over twee andere KPI’s. De meest bekende is Total Effective Equipment Performance (TEEP) en de minder bekende is Overall Operations Effectiveness (OOE).
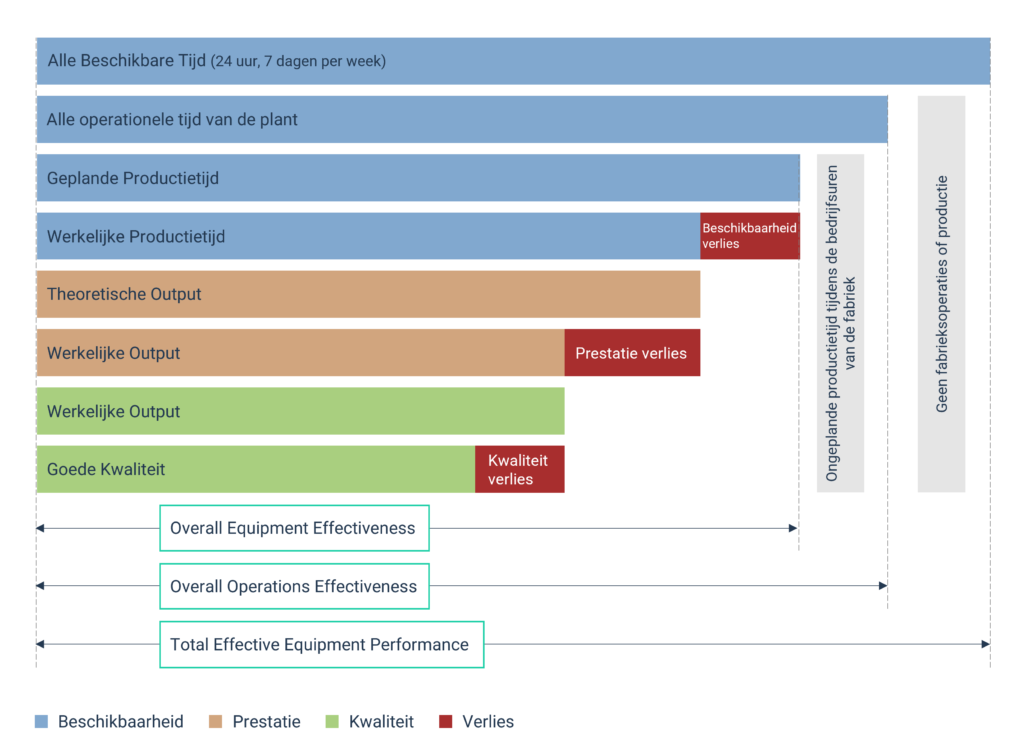
Het verschil tussen OEE, OOE en TEEP ligt simpelweg in de definitie van ‘beschikbare tijd’ zoals gebruikt in de beschikbaarheidsmetriek, de rest van de formule blijft hetzelfde.
OEE
Overall Equipment Effectiveness definieert ‘beschikbare tijd’ als de geplande tijd voor productie.
OOE
Overall Operations Effectiveness definieert ‘beschikbare tijd’ als alle bedrijfstijd. Dit subtiele verschil met OEE is te danken aan het feit dat de productie normaal gesproken niet de volledige bedrijfsuren van de fabriek draait. Dit is om ploegwisselingen en productwisselingen enz. mogelijk te maken. Terwijl OEE dus alleen rekening houdt met de kortere geplande productietijd, zou OOE normaal gesproken de bedrijfsuren van de fabriek of geplande ploegendiensten als beschikbare tijd gebruiken.
Een OOE-score van 100% zou betekenen dat het productieproces constant doorging tijdens de bedrijfsuren van de fabriek en dat er zonder korte stops of vertragingen alleen producten van goede kwaliteit werden geproduceerd.
TEEP
Total Effective Equipment Performance definieert ‘beschikbare tijd’ als alle tijd. Oftewel 24 uur per dag, 7 dagen per week.
Een TEEP-score van 100% zou betekenen dat het productieproces dag en nacht, 7 dagen per week, nooit stopte en zonder korte stops of vertragingen alleen producten van goede kwaliteit produceerde.

Wat is een goede OEE-score?
Een van de redenen voor het succes van OEE als geaccepteerde standaard is dat het behalen van 100% perfectie betekent. Aangezien perfectie meestal onbereikbaar is, geeft het een schaal waarmee de efficiëntie van productieprocessen voor verschillende producten en industrieën kan worden vergeleken. Omdat het zo goed is ingeburgerd, is er veel literatuur en expertise verspreid over wat een goede en slechte OEE-score is.
De volgende zijn algemeen geaccepteerd OEE-benchmarks:
- 85% en hoger = Dit is van wereldklasse, wat maar weinig fabrikanten bereiken.
- 60% – 85% = Dit is een goed streefbereik voor fabrikanten.
- 40% – 60% = Dit bereik is een redelijke OEE-score, waar veel fabrikanten zich in bevinden.
- 40% of minder = Dit is echt te laag en er moet actie worden ondernomen om de OEE te verhogen.

Hoe kun je OEE gebruiken in productieprocessen?
Een van de sterke punten van OEE is de manier waarop het een complexe set statistieken combineert tot één enkele waarde op hoog niveau. Managers kunnen meten hoe goed productiefaciliteiten worden gebruikt en hoeveel capaciteit er nog over is. Maar dat heeft pas impact als het wordt geïntegreerd in management- en operationele processen.
Hier zijn 6 tips om ervoor te zorgen dat OEE een impact heeft op jouw productieactiviteiten:
- Haal zoveel mogelijk data uit de machines en laat software de berekening voor je doen, dit scheelt een hoop vervelend werk in Excel-spreadsheets.
- Volg een Lean-methode in 5 stappen om OEE te verbeteren.
- Controleer de OEE regelmatig en vergelijk deze met eerdere intervallen om te zien of en hoe deze verandert.
- Bewaak OEE in realtime, zodat managers en operators snel kunnen reageren.
- Creëer transparantie en betrokkenheid bij productielijnoperators door dashboards op te hangen om ze een gevoel van controle te geven terwijl ze de impact van hun acties zien.
- Ga verder dan de OEE-score en ga dieper in op de details van de statistieken om de verhoudingen van de verschillende verspillingen en hun oorzaken te zien.
Referenties:
- Basak, Shreeja, et al. “Reducing production losses in additive manufacturing using overall equipment effectiveness.” Additive Manufacturing 56 (2022): 102904.
- Hung, Yick-Hin, Leon YO Li, and T. C. E. Cheng. “Uncovering hidden capacity in overall equipment effectiveness management.” International Journal of Production Economics 248 (2022): 108494
- Kechaou, Fatma, Sid-Ali Addouche, and Marc Zolghadri. “A comparative study of overall equipment effectiveness measurement systems.” Production Planning & Control (2022): 1-20.

Gerelateerde blogposts:
https://innius.com/wp-content/uploads/2023/02/OEE-blog-post-header-two-thirds-NL.jpg
1496
4167
Richard Crowter
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
Richard Crowter2025-07-01 14:54:592025-10-27 15:21:25OEE leren: berekening, componenten, vergelijkingen & tips https://innius.com/wp-content/uploads/2018/03/MResSensors-clean-factory.jpg
1496
4167
Richard Crowter
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
Richard Crowter2023-06-07 10:44:262025-03-21 14:31:387 tactieken voor het verbeteren van OEE van je productielijn
https://innius.com/wp-content/uploads/2018/03/MResSensors-clean-factory.jpg
1496
4167
Richard Crowter
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
Richard Crowter2023-06-07 10:44:262025-03-21 14:31:387 tactieken voor het verbeteren van OEE van je productielijn https://innius.com/wp-content/uploads/2020/10/Crisps-New-Mobile-and-OEE_2.jpg
1496
4167
John Rijksen
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
John Rijksen2020-10-09 10:12:442025-03-21 14:30:32OEE en lean manufacturing
https://innius.com/wp-content/uploads/2020/10/Crisps-New-Mobile-and-OEE_2.jpg
1496
4167
John Rijksen
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
John Rijksen2020-10-09 10:12:442025-03-21 14:30:32OEE en lean manufacturing https://innius.com/wp-content/uploads/2018/07/Road-towards-the-horizon.jpg
1496
4167
Richard Crowter
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
Richard Crowter2016-12-15 09:47:582025-05-01 09:38:14Hoe IoT en OEE het succes in de maakindustrie stimuleren binnen de Outcome Economy
https://innius.com/wp-content/uploads/2018/07/Road-towards-the-horizon.jpg
1496
4167
Richard Crowter
https://innius.com/wp-content/uploads/2016/04/logo_Innius_color.png
Richard Crowter2016-12-15 09:47:582025-05-01 09:38:14Hoe IoT en OEE het succes in de maakindustrie stimuleren binnen de Outcome Economy![]()

